




Description
Activated Alumina Supplier in Bangladesh.
Activated Alumina:
Activated Alumina (Al₂O₃·xH₂O) is a highly porous aluminum oxide adsorbent widely used for water treatment, gas purification, air drying, and industrial adsorption applications in Bangladesh. It is produced by controlled dehydroxylation of aluminum hydroxide, creating a large surface area with strong adsorption capacity for moisture, fluoride, arsenic, acidic gases, and other contaminants.
Key Features of Activated Alumina:
- White, spherical, non-toxic, and odorless beads.
- High surface area and excellent adsorption efficiency.
- Insoluble in water and alcohol.
- High mechanical (crushing) strength.
- Superior moisture and contaminant removal capacity.
- Stable structure – does not crack or disintegrate after water absorption.
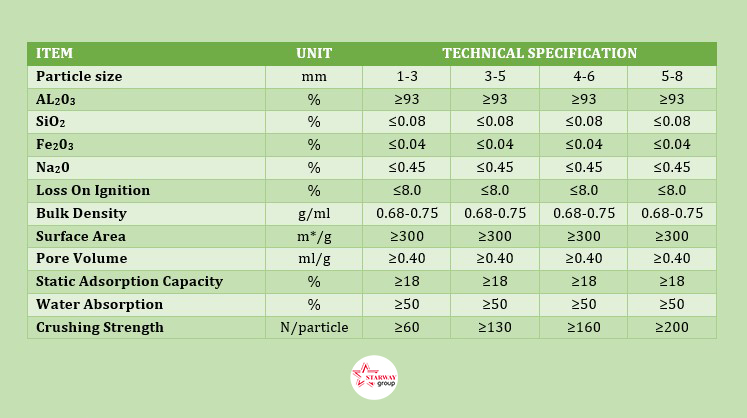
Available Sizes:
1–3 mm | 3–5 mm | 4–6 mm | 5–8 mm | Custom sizes
Common Applications by Size:
- Drinking water treatment (fluoride & arsenic removal): 1–3 mm
- Industrial water purification: 3–5 mm
- Compressed air & gas drying: 3–5 mm / 4–6 mm
- High-flow or low pressure-drop systems: 5–8 mm
Applications of Activated Alumina:
A. Gas Purification & Air Drying:
Activated alumina is widely used as a desiccant and adsorbent for:
- Compressed air, natural gas, nitrogen, oxygen, hydrogen, refrigerants
- Moisture removal to achieve dew points up to −40°C or lower
- Removal of acidic gases such as HF, H₂S, SO₂, HCl
- Sulfur and volatile contaminant removal from refinery and process gases
Benefits:
High adsorption efficiency, chemical stability, regenerable, long service life.
B. Water Treatment Applications:
Activated alumina is a proven solution for drinking water and industrial water treatment in Bangladesh.
- Fluoride removal (prevents dental & skeletal fluorosis)
- Arsenic (As³⁺ / As⁵⁺) removal
- Lead, selenium, and heavy metal removal
- Silica removal in boiler feed water and RO systems
- Regenerable using acidic or alkaline solutions
C. Food & Beverage Industry:
Food-grade activated alumina is safe, inert, and taste-neutral, used for:
- Potable water treatment in food & beverage plants
- Bottled water, soft drinks, breweries, dairy, juice processing
- Drying food-grade gases (CO₂, nitrogen, compressed air)
- Sugar decolorization, edible oil refining, ethanol drying
D. Pharmaceutical Applications:
Pharmaceutical-grade activated alumina supports USP, EP, BP, and GMP compliance.
- Purified Water (PW) & WFI pre-treatment
- Drying of pharmaceutical gases
- Chromatography separation of APIs
- Catalyst support for pharmaceutical synthesis
- Solvent purification (ethanol, methanol, acetone, hexane)
- Clean-room air and exhaust gas purification
Why Choose Activated Alumina?
- Excellent adsorbent and desiccant
- Suitable for batch and continuous systems
- Regenerable and cost-effective
- Long operational life
- Trusted solution for water, gas, food, pharmaceutical, and industrial sectors
Reviews
There are no reviews yet.